

泡泡深入惠威!直击T200B曲线QC全过程
小编前按:
作为电脑音频爱好者,想必大家对惠威最新推出的T200B都颇为关注。或许对于一款音箱,大家能从产品本身去聆听去评判。但是假如能有一个机会,可以亲临制造业的第一线,对于整个产业的认识将会有更深刻的提升。
前两天小编到广东出差,刚好惠威公司的生产基地也在附近,于是受邀来到了惠威的广州生产基地作客半天。期间在惠威QC工程师杜工的引导下参观了惠威的生产基地并对一些音频方面的事项进行了交谈和探讨;交谈中小编提出了惠威T200B的曲线QC问题,因为根据惠威的说法,T200B是目前世界上唯一一款每一只箱子都附上真实频响曲线出厂的音箱,虽然惠威官方说法如此,但是音频业界和网络上对此说法却是议论纷纷,甚至有人认为惠威不可能测试每一对T200B音箱,因为工作量极大。听到此种说法,杜工笑了笑说,T200B的确是每一只箱子都进消声室进行电声测量并打印真实频响曲线。多说无用,带你去看看就知道了,今天有刚下线的200套T200B要进行曲线测量。于是小编有了第一次进入消声室并直击T200B 曲线测量QC全过程的机会。
 这频响曲线图真是每只音箱实际测试出来的?
这频响曲线图真是每只音箱实际测试出来的? 山一样的待测T200B
山一样的待测T200B说话间我们来到了惠威的消声室,这是一栋大概4层楼高的建筑,从外观上看并不怎么起眼,消声室的入口在二楼。刚刚走上二楼消声室外的隔间,我马上被眼前的情景惊呆了,眼前是一座庞大的“T200B山”,原来近200套T200B摆在一起如此壮观!杜工介绍这是今天正在进行曲线测量的近200对T200B。
 非常壮观的专业消声室
非常壮观的专业消声室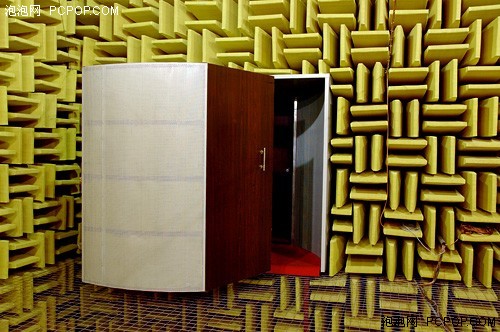 弧形隔音门的厚度让人难以想象
弧形隔音门的厚度让人难以想象消声室一共有3道门,在推开最后那扇估计有2米厚的弧形隔音门后,小编算是见到了消声室的真面目,的确是非常的大。对于第一次进入消声室的人来说,在这里面实在是太不习惯了,和外界的听觉感触完全不一样,击掌说话没有任何回声,走动时衣裤摩擦的声音却前所未有的清晰,在不说不动的情况下这里安静的似乎能听到自己血液流淌的声音。在这种极度安静的环境下,第一次接触消声室的人都会马上感觉到孤独和轻微的恐惧。

因为接下来要进行这几百套T200B的电声测量工作,我们可以看到有一台T200B已经被放置到消声室内的测试台上。测试台很奇怪,有一个向下的倾角,经过杜工介绍,得知这是由于测试必须非常精确,而倾斜的测试台能保证在测量时T200B的正面单元基准轴向正对着测量麦克风。
接下来惠威的消声室工作人员将测试MIC重新定位,用尺子测量录音MIC的高度并调整MIC与T200B高音单元的距离,保证所有距离参数都完全符合测量要求。杜工严谨的提到,这种工作只需要在每一批测量开始前进行。

惠威的工作人员正在校准MIC

MIC正对着将要进行测量的T200B
为了真正体验一下T200B的测量环境,小编决定留在了消声室里试试,消声室的门关上了,与小编相伴的只有那只T200B,在这空旷而又寂静到极点的消声室里,一种从所未有的感觉涌上心头,无法言喻。
 小编在这样的专业环境下才体会到电声技术的精深之处
小编在这样的专业环境下才体会到电声技术的精深之处
呆了不到一会,换一个角度又拍了一张照片后小编就赶紧走出了消声室,回到了真实的世界,有声音的地方真是太亲切了。消声室内T200B的测量继续进行着,小编从消声室的外的专用电脑上看到了当天上午已经测量过的T200B的数据列表,编号A的为左箱,编号B的为右箱。在电脑上测量检验员将对每套箱子进行AB箱曲线比对,如果AB曲线的差异大于T200B的出厂规定,那么它们将被重新送回生产线上,在这之前测试的三十几套T200B中还没有发现差异过大的情况。

T200B当日测量曲线列表
小编随意挑选了两组编号的T200B,让测量人员当场打开曲线进行比对,打开的第一组是曲线编号2.3,箱体编号00361792A与00361792B的一对T200B。我们可以看到这的确是两条不同的曲线,从低频开始到1kHz左右A、B两条曲线几乎完全重合,但是在1.8kHz附近大概有0.5dB左右的差异;在9kHz附近A曲线要比B曲线低大概1个dB。从专业角度来看,这种误差已经非常小,完全达到监听要求,这是一对合格的T200B。
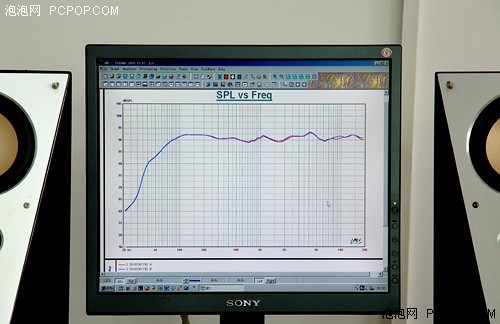
T200B编号:00361792A、00361792B
第二组是曲线编号26.27,箱体编号00361919A与00361919B的另一对T200B,从曲线上看这对T200B的一致性也相当不错,最大的差异小于1 dB,而在高频附近两条曲线也非常接近,合格!
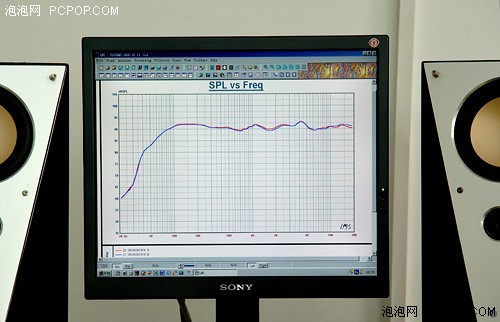
T200B编号:00361919A、00361919B
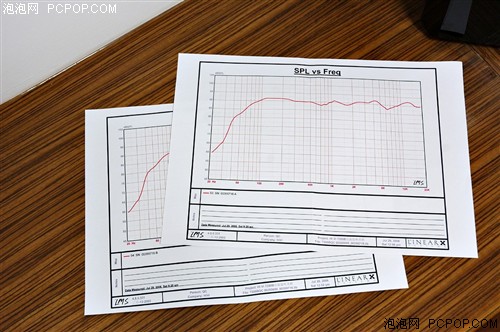
经过曲线比对合格的T200B才有资格附带曲线图,正在为编号为00361919A与00361919B的这套T200B打印曲线:
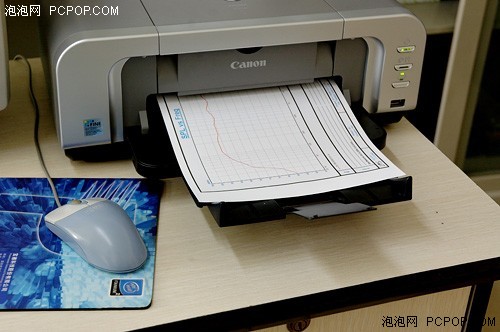
编号00361919A的T200B曲线打印中
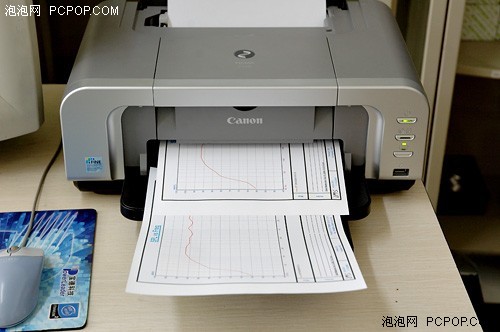
编号00361919B的T200B曲线打印中
打印完毕后,这次测量中所有的T200B打印曲线都将被汇总,在最后的T200B成品包装时随着箱子一起到用户手里。至此,一套HiVi T200B的整个打造和QC过程全部结束。
亲历了T200B 曲线QC的全过程,小编有些激动,一套T200B居然要经过这么复杂的检测过程,而且前期的单元配对过程想必也不轻松,惠威公司花费如此大的代价,劳人伤财就为了T200B最后能在频响上更完美一些么?小编想应该不仅如此,惠威这么做的确是在用心全力打造一款精品音箱。
什么是“音箱频响曲线配对”?
这是一种非常专业的,只有在专业优品领域产品才会采用的一种严酷的QC方法,它不仅是产品本身基本品质方面的保证,更重要的是,它是一种产品声音品质的保证。大家都知道,在立体声重放中,左右声道音箱如果频响特性不一致,会造成声场的失真,声像定位不准,如果差异加大,甚至会完全破坏立体声重放。而两只音箱的差异最终表现在频响方面的差异。所以如果能保证左右声道音箱最终频率响应的一致性,可以说就完美地保证了双声道立体声的重放。曾经有一些国际名箱采用过声音配对工艺,但近年,随着国外劳动成本的增加,不得不放弃了这种费时费力的做法。惠威在T200B上采用这种产业中最为可靠的声音频响曲线配对工艺,可以说开创了有源近场音箱声音品质控制的先河。或许对于一款电声产品,技术的严谨保证还不能称之为全部。但是能够从产品内在出发,走上正确的研发方向,值得赞美!我们期待惠威有更多的产品采用这种苛刻的声音品质控制体系,为大家提供更好的选择!<


{kind=link}
{kind=link}
{kind=link}
{kind=link}