

直接提高性能!滚压技术散热领域应用
我们经常看到铺设道路时,轧路机将凹凸不平的马路压得很平整。滚压工具的加工原理也是如此,用滚柱滚压金属表面,将表面凸起部分碾平,而使凹陷部分隆起,加工成平滑如镜的表面。与切削加工不同,是一种塑性加工。
被滚压加工的工件不仅表面粗糙度瞬间就可以达到Ry0.1-0.8μm,而且加工面硬化后其耐磨性得到提高的同时疲劳强度也增加了30%,这些都是切削加工中无法得到的优点。
■ 滚压工艺的行业应用
滚压工艺能够给被加工零件带来“平面度”和“表面粗糙度”的变化。所谓平面度是指物体表面宏观凹凸高度相对理想平面的偏差公差带(物体表面在距离为公差值t的两平行平面之间的区域内)。简单的说,是相对于理想平面,物体表面最高点和最低点差值的最大值。平面度越小加工精度越高。
而表面粗糙度则指零件表面的微观几何形状误差,是零件表面质量的重要技术指标.它不仅影响美观,而且对零件接触面的摩擦、运动面的磨损、贴合面的密封、配合面的可靠、旋转件的疲劳强度以及抗腐蚀性能等都有影响。
由于加工产品在平整度、耐磨性等方面的优势以及可简单地并且低成本地进行零部件的超精密加工,日益被以汽车产业为首的精密机械,化学,家电等产业广泛采用,发挥了越来越大的作用。
■ 镜面滚压技术在散热行业的应用实际上,影响一款散热器底部吸热效率的参数主要有两个:一、为与CPU接触面的平面度和表面粗糙度;二、则是底部金属材质密度。
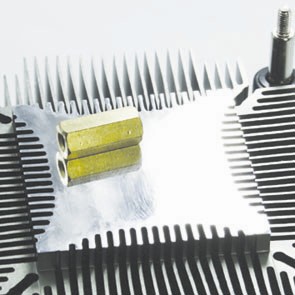
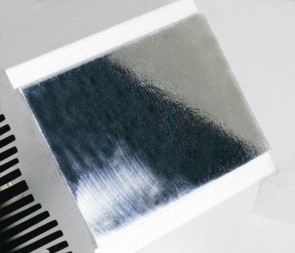
将滚压工艺引入散热器底面处理是散热器制造领域的一大突破,经过滚压处理,散热片底部如镜面般光滑、明亮。与传统工艺,如拉丝工艺相比,散热器底部经镜面滚压工艺处理后,其“平面度”、“表面粗糙度”以及金属致密度都将发生很大改善。
普通拉丝工艺处理的底面平面度为0.10mm,同时,表面粗糙度为2.00μm;而镜面滚压工艺处理后平面度仅有0.05mm,表面粗糙度则为0.60μm。从数字不难看出,镜面滚压工艺处理的散热器底面要比现在比较普遍的拉丝工艺处理底面在平面度和表面粗糙度分别有50%和70%的改善。这便使散热片与CPU接触更加紧密,散热效能从而得到提升。
另一方面,从底部金属致密度的角度来看,经滚压处理后,散热片与CPU接触部分的密度增加,带来吸热效率的提升。
■ 九州风神镜面滚压工艺的领先性
在散热器加工制造领域,九州风神率先将高精度的镜面滚压工艺引入国内,引发了散热片制作工艺的变革。目前,其工艺流程已经较为成熟,并在国内居于领先地位,几款应用镜面滚压工艺的产品底部处理平滑、技术精湛。
■ 九州风神应用滚压工艺处理的产品
阿尔法30底面
贝塔10底面
贝塔40底面

黑虎鲸底面
基本上市售中高端及高端散热器都会采用此工艺,对于目前发热量较大的处理器,散热器的底座采用滚压技术是非常有必要的。<
关注我们


{kind=link}
{kind=link}
{kind=link}
{kind=link}