唯有使命不变!散热器十年时间几多变
● 铜切削工艺
切割技术就是把一整块金属一次性切割,散热片很薄、很密,从而有效地增加了散热面积,这样就可以在减少电机风量情况下,达到更好的散热效果,从而大大减少风扇产生的噪音。而且这种工艺可以用于比铝的散热系数更好的铜材料上,和铝挤压技术相比较它的散热效果要好得多。也是目前市场上中高档的CPU散热器使用的制造工艺。
切削工艺是利用特殊的刀具将整块材质削出一层层的鳍片,由于散热片的鳍片和底座是一体的,因而就不会出现界面阻抗的问题。精密切削可望成为简单结构全铜散热器最理想的制造方式。
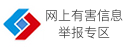
● 折叶工艺
折叶技术是是将单片的鳍片排列以特殊材料焊接在散热片底板上,由于鳍片可以达到很薄,鳍片间距也非常大,在单位面积可以使有效散热面积倍增,从而大大提高散热效果。不过折叶技术也很复杂,一般厂家很难保证金属折叶和底部接触紧密,如果这点做得不好,散热效果会大打折扣。

折叶技术,一般多以锻造超薄叶片,再焊接或黏接成型,做成鳍片状的散热片。在单位面积可以使有效散热面积倍增,从而大大提高散热效果。折叶技术最大的问题是如果加工技术或品质不良,很难保证金属折叶和底部接触紧密,导热良好。如果散热片底板所聚的热量无法顺利被引导至鳍片上,散热效果会大打折扣。
● 压固工艺

也就是将众多的金属片叠加起来,然后在两侧加压并将其截面进行抛光,这个截面与CPU核心接触,另外一面则伸展开来作为散热片的鳍片。压固法制作的散热器特点是鳍片数量可以做的很多,而且每个鳍片都能与CPU核心保持良好的接触,各个鳍片之间通过压固的方式的接触,彼此间的热量传导损失也会很低。正是因为压固法制作的散热器拥有众多的鳍片,这种散热器的散热效果往往不错。
● 铸造工艺

锻造技术采用了含铝较高的合金材料,使用锻造技术可以将散热片铸造的很大,远远超过铝挤压工艺。锻造技术大大提高了散热器有效散热面积。但是这种工艺模具损耗严重,导致生产成本成倍提高。市场上也少见采用此种技术的产品。
● 回流焊工艺
所谓回流焊接就是通过计算机对焊接的温度和时间参数进行精确设定,从而使焊膏和被焊接的金属充分接触。这项技术的应用确保了纯铜散热器的优秀散热性。
关注我们

{kind=link}
{kind=link}
{kind=link}
{kind=link}